
Працэс вытворчасці вугляродных матэрыялаў - гэта строга кантраляваная сістэмная інжынерыя, вытворчасць графітавых электродаў, спецыяльных вугляродных матэрыялаў, алюмінію і вугляроду, новых высакаякасных вугляродных матэрыялаў неаддзельная ад выкарыстання сыравіны, абсталявання, тэхналогій, кіравання чатырма вытворчымі фактарамі і адпаведнай запатэнтаванай тэхналогіяй.
Сыравіна з'яўляецца ключавымі фактарамі, якія вызначаюць асноўныя характарыстыкі вугляродных матэрыялаў, а характарыстыкі сыравіны вызначаюць характарыстыкі вырабленых вугляродных матэрыялаў. Для вытворчасці графітавых электродаў UHP і HP першым выбарам з'яўляецца высакаякасны ігольчасты кокс, а таксама высакаякасны звязальны асфальт і асфальт як насычальны агент. Аднак толькі высакаякасная сыравіна, а таксама недахоп абсталявання, тэхналогій, фактараў кіравання і адпаведных запатэнтаваных тэхналогій не могуць вырабляць высакаякасныя графітавыя электроды UHP і HP.
Гэты артыкул прысвечаны характарыстыкам высакаякаснага ігольчастага коксу, каб выказаць некаторыя асабістыя меркаванні вытворцаў ігольчастага коксу, вытворцаў электродаў і навукова-даследчых інстытутаў.
Нягледзячы на тое, што прамысловая вытворчасць ігольчастага коксу ў Кітаі пачалася пазней, чым у замежных прадпрыемстваў, у апошнія гады яна хутка развівалася і пачала набываць форму. Па агульным аб'ёме вытворчасці яна ў асноўным можа задаволіць попыт на ігольчасты кокс для графітавых электродаў звышвысокага і высокага ціску, якія вырабляюцца айчыннымі вугляроднымі прадпрыемствамі. Аднак усё яшчэ існуе пэўны разрыў у якасці ігольчастага коксу ў параўнанні з замежнымі прадпрыемствамі. Ваганні прадукцыйнасці партыі ўплываюць на попыт на высакаякасны ігольчасты кокс пры вытворчасці графітавых электродаў звышвысокага і высокага ціску вялікага памеру, асабліва няма высакаякаснага сумеснага ігольчастага коксу, які мог бы задаволіць патрэбы ў вытворчасці злучаных графітавых электродаў.
Замежныя вугляродныя прадпрыемствы, якія вырабляюць графітавыя электроды з высокім утрыманнем пальмаў і высокім утрыманнем пальмаў вялікіх спецыфікацый, часта выбіраюць высакаякасны нафтавы ігольчасты кокс у якасці асноўнай сыравіны. Японскія вугляродныя прадпрыемствы таксама выкарыстоўваюць некаторыя ігольчастыя коксы вугальных серый у якасці сыравіны, але толькі для вытворчасці графітавых электродаў з дыяметрам φ 600 мм. У цяперашні час у Кітаі ігольчасты кокс у асноўным вырабляецца з вугальных серый. Вытворчасць высакаякасных буйных графітавых электродаў з высокім утрыманнем пальмаў вугляроднымі прадпрыемствамі часта абапіраецца на імпартны нафтавы ігольчасты кокс, асабліва на сумеснае выкарыстанне высакаякаснага імпартнага японскага нафтавага ігольчастага коксу серыі Suishima і брытанскага нафтавага ігольчастага коксу серыі HSP у якасці сыравіны.
У цяперашні час ігольчасты кокс, які вырабляецца рознымі прадпрыемствамі, звычайна параўноўваецца з камерцыйнымі паказчыкамі замежнага ігольчастага коксу па традыцыйных паказчыках, такіх як утрыманне попелу, сапраўдная шчыльнасць, утрыманне серы, утрыманне азоту, размеркаванне памераў часціц, каэфіцыент цеплавога пашырэння і г.д. Аднак усё яшчэ не хапае розных класаў класіфікацыі ігольчастага коксу ў параўнанні з замежнымі краінамі. Такім чынам, вытворчасць ігольчастага коксу, якая таксама гутаркова называецца «уніфікаванай прадукцыяй», не можа адлюстроўваць клас высакаякаснага прэміяльнага ігольчастага коксу.
Акрамя традыцыйнага параўнання прадукцыйнасці, вугляродныя прадпрыемствы павінны таксама звяртаць увагу на характарыстыкі ігольчастага коксу, такія як класіфікацыя каэфіцыента цеплавога пашырэння (КТР), трываласць часціц, ступень анізатрапіі, дадзеныя аб пашырэнні ў неінгібіраваным і інгібіраваным стане, а таксама дыяпазон тэмператур паміж пашырэннем і сцісканнем. Паколькі гэтыя цеплавыя ўласцівасці ігольчастага коксу вельмі важныя для кантролю працэсу графітызацыі ў працэсе вытворчасці графітавага электрода, вядома, не выключаецца ўплыў цеплавых уласцівасцей асфальтавага коксу, які ўтвараецца пасля абпалу звязальнага рэчыва і насычальнага агента асфальту.
1. Параўнанне анізатрапіі ігольчастага коксу
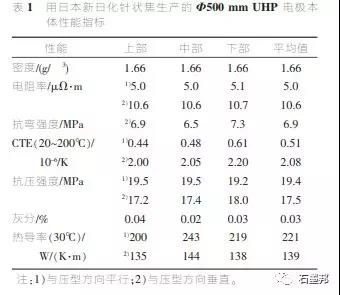
(A) Узор: корпус электрода UHP φ 500 мм айчыннага вугляроднага завода;
Сыравіна: ігольчасты кокс: японскі новы хімічны гатунак LPC-U, суадносіны: 100% гатунак LPC-U; аналіз: завод SGL у Грысхайме; паказчыкі эфектыўнасці паказаны ў табліцы 1.
(B) Узор: корпус электрода φ 450 ммHP з айчыннага завода па вытворчасці вугляроду; сыравіна: ігольчасты кокс айчыннага завода па вытворчасці нафты, суадносіны: 100%; аналіз: завод па вытворчасці вугляроду Шаньдун Базан; паказчыкі эфектыўнасці прыведзены ў табліцы 2.
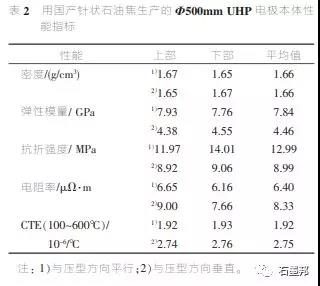
Як відаць з параўнання Табліцы 1 і Табліцы 2, ігольчасты кокс маркі LPC-U з новых штодзённых мер хімічнай перапрацоўкі вугалю мае вялікую анізатрапію цеплавых уласцівасцей, прычым анізатрапія КТР можа дасягаць 3,61~4,55, а анізатрапія ўдзельнага супраціўлення таксама вялікая і дасягае 2,06~2,25. Акрамя таго, трываласць на выгіб айчыннага нафтавага ігольчастага коксу лепшая, чым у новага штодзённага мернага коксу маркі LPC-U. Значэнне анізатрапіі значна ніжэйшае, чым у новага штодзённага мернага коксу вугалю LPC-U.
Аналіз ступені анізатропнасці вытворчасці графітавых электродаў звышмагутнасці - гэта ацэнка якасці сыравіны для ігольчастага коксу ці не, важны метад аналізу. Памер ступені анізатропіі, вядома, таксама аказвае пэўны ўплыў на працэс вытворчасці электродаў. Ступень анізатропіі электрычнасці надзвычай добрая ўстойлівасць да цеплавога ўдару, чым сярэдняя ступень анізатропіі малога электрода.
У цяперашні час вытворчасць вугальнага ігольчастага коксу ў Кітаі значна большая, чым вытворчасць нафтавага ігольчастага коксу. З-за высокага кошту сыравіны і цаны вугляродных прадпрыемстваў цяжка выкарыстоўваць 100% айчынны ігольчасты кокс для вытворчасці ультравысокатрывалых электродаў, дадаючы пры гэтым пэўную долю кальцынаванага нафтавага коксу і графітавага парашка для вытворчасці электрода. Таму цяжка ацаніць анізатрапію айчыннага ігольчастага коксу.
2. Лінейныя і аб'ёмныя ўласцівасці ігольчастага коксу
Лінейныя і аб'ёмныя змены ігольчастага коксу ў асноўным адлюстроўваюцца ў працэсе графітавання, які вырабляецца электродам. Пры змене тэмпературы ігольчасты кокс будзе падвяргацца лінейнаму і аб'ёмнаму пашырэнню і сцісканню падчас награвання графітавага працэсу, што непасрэдна ўплывае на лінейныя і аб'ёмныя змены абпаленай нарыхтоўкі электрода ў працэсе графітавання. Гэта не аднолькава для выкарыстання розных уласцівасцей сырога коксу і розных гатункаў ігольчастага коксу. Акрамя таго, тэмпературны дыяпазон лінейных і аб'ёмных змен розных гатункаў ігольчастага коксу і кальцынаванага нафтавага коксу таксама адрозніваецца. Толькі авалодаўшы гэтай характарыстыкай сырога коксу, мы можам лепш кантраляваць і аптымізаваць хімічную паслядоўнасць вытворчасці графіту. Гэта асабліва відавочна ў працэсе серыйнай графітызацыі.
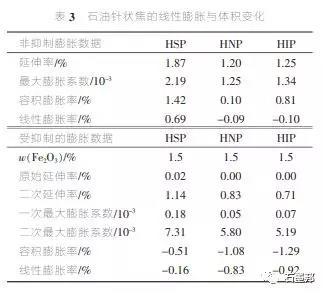
У табліцы 3 паказаны лінейныя і аб'ёмныя змены, а таксама тэмпературныя дыяпазоны трох гатункаў нафтавага ігольчастага коксу, які вырабляецца кампаніяй Conocophillips у Вялікабрытаніі. Лінейнае пашырэнне адбываецца спачатку, калі нафтавы ігольчасты кокс пачынае награвацца, але тэмпература ў пачатку лінейнага сціскання звычайна адстае ад максімальнай тэмпературы абпалу. Ад 1525℃ да 1725℃ пачынаецца лінейнае пашырэнне, і дыяпазон тэмператур усяго лінейнага сціскання вузкі, усяго 200℃. Тэмпературны дыяпазон усяго лінейнага сціскання звычайнага запаволенага нафтавага коксу значна большы, чым у ігольчастага коксу, а вугальны ігольчасты кокс знаходзіцца паміж імі, крыху большы, чым нафтавы ігольчасты кокс. Вынікі выпрабаванняў, праведзеных у Інстытуце прамысловых тэхналогій у Осацы ў Японіі, паказваюць, што чым горшыя цеплавыя характарыстыкі коксу, тым большы дыяпазон тэмператур лінейнай ўсаджвання, які дасягае 500 ~ 600 ℃, а тэмпература пачатку лінейнага ўсаджвання нізкая, пры 1150 ~ 1200 ℃ пачынаецца лінейнае ўсаджванне, што таксама характэрна для звычайнага запаволенага нафтавага коксу.
Чым лепшыя цеплавыя ўласцівасці і чым большая анізатрапія ігольчастага коксу, тым вузейшы тэмпературны дыяпазон лінейнага сціскання. Некаторыя высакаякасныя ігольчастыя коксы з нафты маюць дыяпазон тэмператур лінейнага сціскання толькі 100 ~ 150℃. Для вугляродных прадпрыемстваў вельмі карысна кіраваць працэсам графітызацыі пасля разумення характарыстык лінейнага пашырэння, сціскання і паўторнага пашырэння розных відаў сыравіны коксу, што дазваляе пазбегнуць некаторых непатрэбных якасных адходаў, якія ўзнікаюць пры выкарыстанні традыцыйнага эксперыментальнага метаду.
3 выснова
Авалодайце рознымі характарыстыкамі сыравіны, выбірайце разумнае абсталяванне, добра спалучайце тэхналогіі, а кіраванне прадпрыемствам з'яўляецца больш навуковым і разумным, гэтая серыя ўсёй тэхналагічнай сістэмы строга кантралюецца і стабільна, можна сказаць, што яна з'яўляецца асновай для вытворчасці высакаякасных звышмагутных графітавых электродаў высокай магутнасці.
Час публікацыі: 30 снежня 2021 г.